Burnout Cap
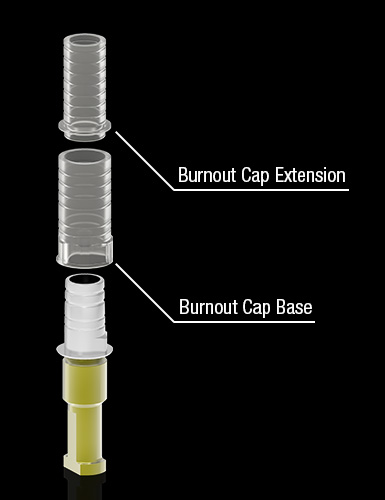 |
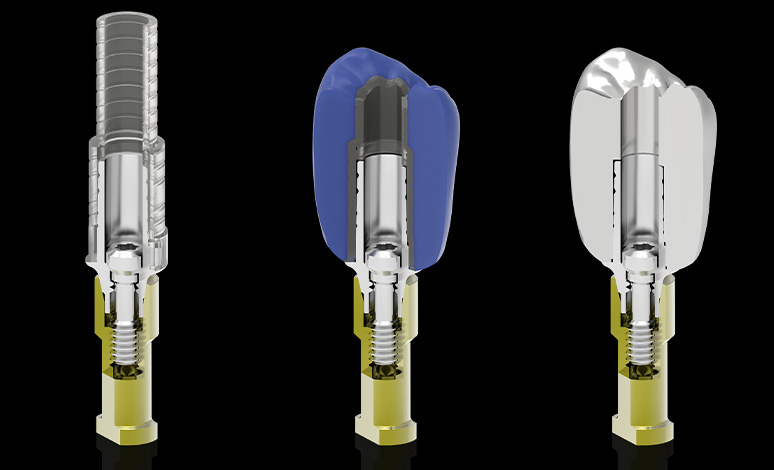
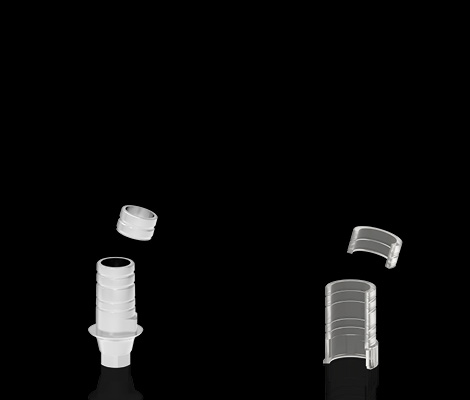
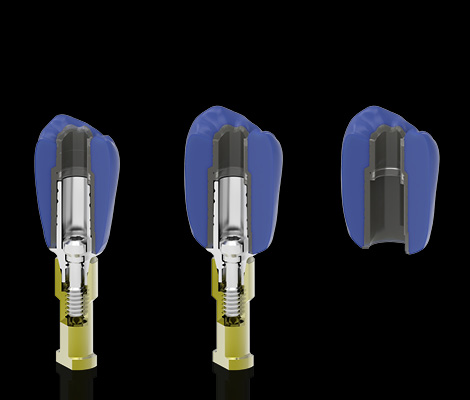
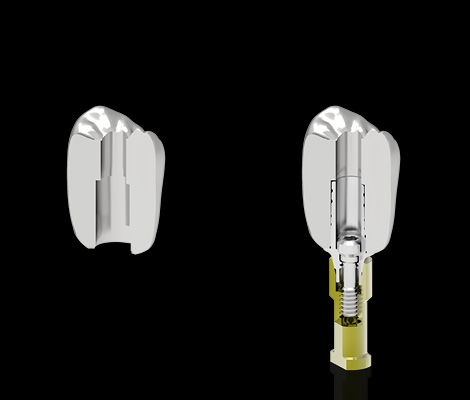
Los Burnout Caps son cilindros (bujes) de resina calcinable que se utilizan para modelar restauraciones con un canal de tornillo incorporado. Son especialmente adecuados para los laboratorios que no trabajan con sistemas CAD/CAM, pero que quieren conseguir la máxima precisión en sus restauraciones. La modelación de la reconstrucción de cera en el cilindro, garantiza un ajuste perfecto entre la prótesis y la base de titanio tras el proceso de calcinación y el posterior vaciado o prensado. Los Burnout Caps pueden utilizarse con las bases de titanio K85 y con los Zirkonzahn Multi Unit Abutments NON HEX y los Zirkonzahn Mutli Unit Abutments 17°. Debido a la posibilidad de acortar las bases de titanio K85 a la longitud específica de la restauración, estos Burnout Caps constan de dos componentes: una Burnout Cap Base y una Burnout Cap Extension. |




 |
Vista general de la compatibilidad de las bases de titanio K85 / Zirkonzahn Multi Unit Abutments NON HEX con los correspondientes Burnout Caps |
Burnout Caps para bases de titanio CÓNICAS NO HEX K85
 |
 |
 |
 |
 |
||||
Diámetro: Ø 3.75 Código del artículo: BCAD3750K85 Próximamente
|
Diámetro: Ø 4.00 Código del artículo: BCAD4000K85 |
Diámetro: Ø 4.25 Código del artículo: BCAD4250K85 |
Diámetro: Ø 4.50 Código del artículo: BCAD4500K85 Próximamente
|
Diámetro: Ø 4.75 Código del artículo: BCAD4750K85 |
 |
 |
 |
 |
 |
||||
Diámetro: Ø 5.00 Código del artículo: BCAD5000K85 |
Diámetro: Ø 5.25 Código del artículo: BCAD5250K85 |
Diámetro: Ø 5.50 Código del artículo: BCAD5500K85 Próximamente
|
Diámetro: Ø 5.75 Código del artículo: BCAD5750K85 |
Diámetro: Ø 6.00 Código del artículo: BCAD6000K85 Próximamente
|
 |
 |
 |
 |
 |
||||
Diámetro: Ø 6.25 Código del artículo: BCAD6250K85 |
Diámetro: Ø 6.50 Código del artículo: BCAD6500K85 Próximamente
|
Diámetro: Ø 6.75 Código del artículo: BCAD6750K85 Próximamente
|
Diámetro: Ø 7.00 Código del artículo: BCAD7000K85 Próximamente
|
Diámetro: Ø 7.25 Código del artículo: BCAD7250K85 |
Burnout Caps para bases de titanio PARALELAS HEX K85
 |
 |
 |
 |
 |
||||
Diámetro: Ø 3.75 Código del artículo: BCAB3750K85 Próximamente
|
Diámetro: Ø 4.00 Código del artículo: BCAB4000K85 |
Diámetro: Ø 4.25 Código del artículo: BCAB4250K85 |
Diámetro: Ø 4.50 Código del artículo: BCAB4500K85 |
Diámetro: Ø 4.75 Código del artículo: BCAB4750K85 |
 |
 |
 |
 |
 |
||||
Diámetro: Ø 5.00 Código del artículo: BCAB5000K85 |
Diámetro: Ø 5.25 Código del artículo: BCAB5250K85 |
Diámetro: Ø 5.50 Código del artículo: BCAB5500K85 Próximamente
|
Diámetro: Ø 5.75 Código del artículo: BCAB5750K85 |
Diámetro: Ø 6.00 Código del artículo: BCAB6000K85 |
 |
 |
 |
 |
 |
||||
Diámetro: Ø 6.25 Código del artículo: BCAB6250K85 |
Diámetro: Ø 6.50 Código del artículo: BCAB6500K85 Próximamente
|
Diámetro: Ø 6.75 Código del artículo: BCAB6750K85 Próximamente
|
Diámetro: Ø 7.00 Código del artículo: BCAB7000K85 Próximamente
|
Diámetro: Ø 7.25 Código del artículo: BCAB7250K85 |
Burnout Caps para Zirkonzahn Multi Unit Abutment
 |
 |
|
|
|
||||
Zirkonzahn MUA Código del artículo: BCAH9231 |
Burnout Caps – Paso a paso
 |
Adaptación de la Burnout Cap Base a la longitud de la base de titanio (vea las instrucciones). | |
 |
Fije la base de titanio al análogo de laboratorio. | |
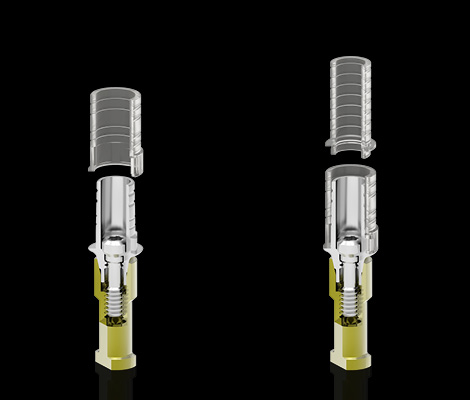 |
Coloque la Burnout Cap Base en la base de titanio. Inserte desde arriba la Burnout Cap Extension en la Burnout Cap Base. | |
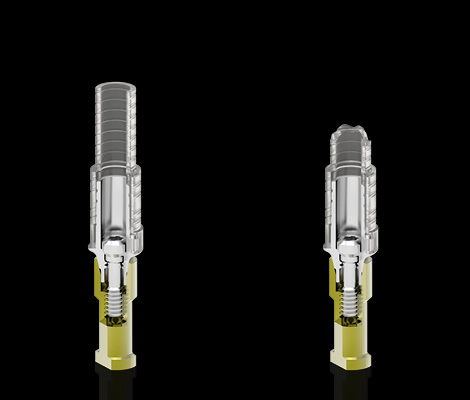 |
Adapte la Burnout Cap Extension según la longitud específica del antagonista. | |
 |
Modelación de la reconstrucción alrededor del Burnout Cap con cera. Retire el modelo final junto con el Burnout Cap de la base de titanio. | |
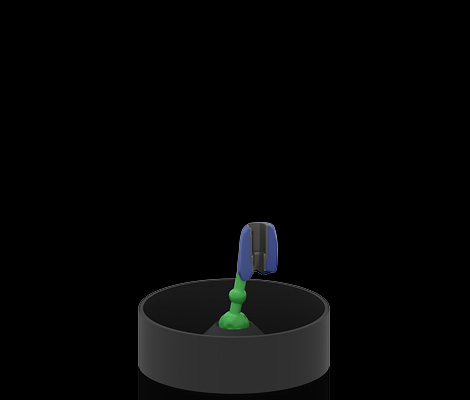 |
Dote a la reconstrucción con un canal para la fusión (preferiblemente con un extremo cóncavo) y fíjela al soporte. | |
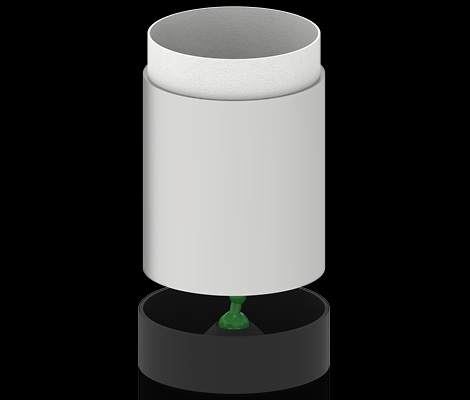 |
Coloque el cilindro de la mufla (con cubierta de tela, si es necesario) sobre el modelo de cera. | |
 |
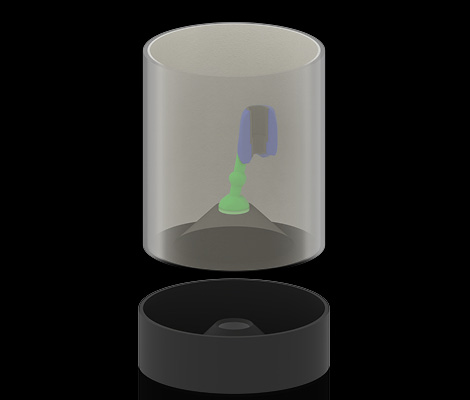
Llene el cilindro con material de fundición y deje que se endurezca (siga las instrucciones del fabricante correspondiente). Atención: ¡Evite las burbujas de aire! |
|
 |
Retire el soporte y, si es necesario, la cubierta exterior antes de la calcinación. Caliente el cilindro hasta que se complete el proceso de calcinación del modelo (observe los parámetros de calentamiento en las instrucciones del fabricante del material de fundición y del metal a utilizar). |
|
 |
Una vez alcanzada la temperatura de precalentamiento, llene la cavidad calentada con metal (siga las instrucciones del fabricante correspondiente). Como alternativa, también puede utilizarse cerámica prensada (observe las instrucciones del fabricante para su elaboración). |
|
 |
Elimine el material de fundición de la reconstrucción y corte el canal de fusión con un disco de separación. | |
 |
Hacer el acabado de la reconstrucción con diversas herramientas (por ejemplo, fresas de tungsteno, discos de goma) y estratificar con cerámica si es necesario. Una vez terminada, la base de titanio se cementa a la reconstrucción. |


