Burnout Cap
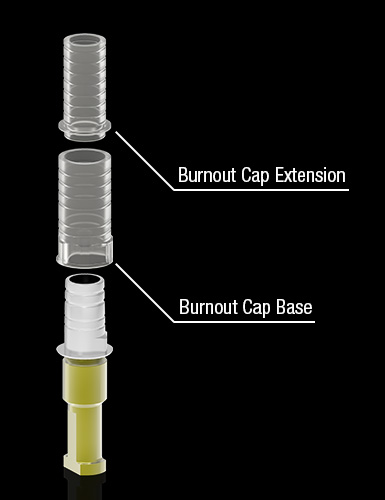 |
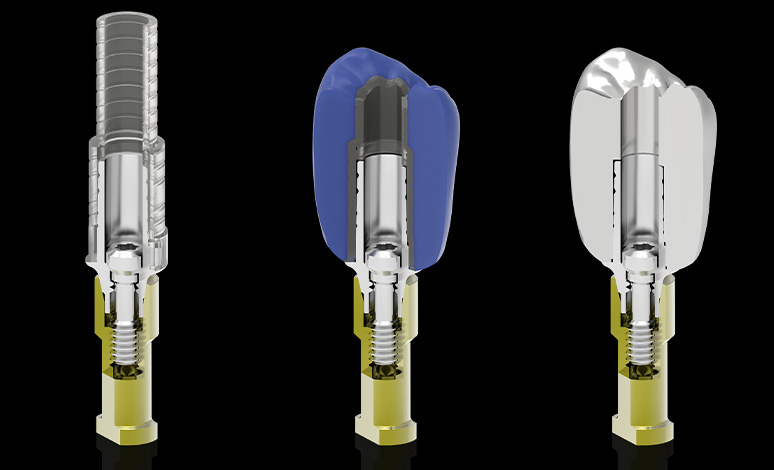
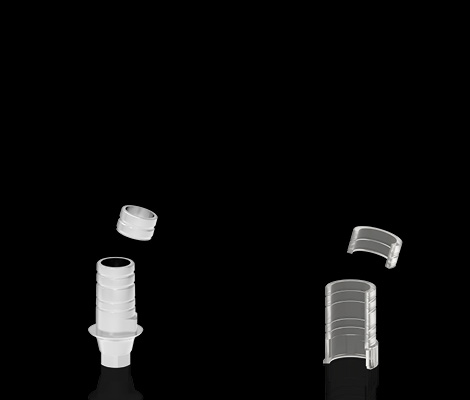
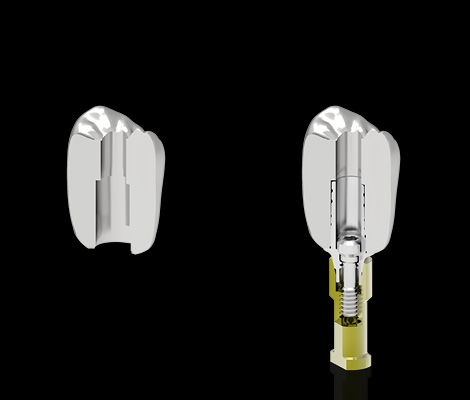
Le Burnout Caps sono boccole in resina calcinabile utilizzate per la modellazione di ricostruzioni con canale vite già incorporato. Sono particolarmente adatte ai laboratori che non lavorano con sistemi CAD/CAM ma che vogliono comunque ottenere la massima precisione nei lori restauri. Modellare la ricostruzione in cera sulla boccola, garantisce una perfetta aderenza tra la protesi e la base in titanio dopo il processo di calcinazione e la successiva fusione o pressatura. Le Burnout Caps possono essere utilizzate con le basi in titanio K85 e con gli Zirkonzahn Multi Unit Abutment NON HEX e Multi Unit Abutment 17°. Vista la possibilità di accorciare le basi in titanio K85 alla lunghezza specifica del restauro, queste Burnout Caps sono costituite da due componenti: una Burnout Cap Base e una Burnout Cap Extension. |




 |
Panoramica della compatibilità delle basi in titanio K85 / Zirkonzahn Multi Unit Abutments NON HEX con le relative Burnout Caps |
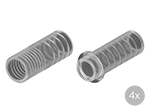
Burnout Caps per basi in titanio CONICHE NON HEX K85
 |
 |
 |
 |
 |
||||
Diametro: Ø 3.75 Codice articolo: BCAD3750K85 Prossimamente
|
Diametro: Ø 4.00 Codice articolo: BCAD4000K85 |
Diametro: Ø 4.25 Codice articolo: BCAD4250K85 |
Diametro: Ø 4.50 Codice articolo: BCAD4500K85 Prossimamente
|
Diametro: Ø 4.75 Codice articolo: BCAD4750K85 |
 |
 |
 |
 |
 |
||||
Diametro: Ø 5.00 Codice articolo: BCAD5000K85 |
Diametro: Ø 5.25 Codice articolo: BCAD5250K85 |
Diametro: Ø 5.50 Codice articolo: BCAD5500K85 Prossimamente
|
Diametro: Ø 5.75 Codice articolo: BCAD5750K85 |
Diametro: Ø 6.00 Codice articolo: BCAD6000K85 Prossimamente
|
 |
 |
 |
 |
 |
||||
Diametro: Ø 6.25 Codice articolo: BCAD6250K85 |
Diametro: Ø 6.50 Codice articolo: BCAD6500K85 Prossimamente
|
Diametro: Ø 6.75 Codice articolo: BCAD6750K85 Prossimamente
|
Diametro: Ø 7.00 Codice articolo: BCAD7000K85 Prossimamente
|
Diametro: Ø 7.25 Codice articolo: BCAD7250K85 |
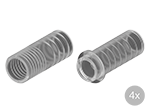
Burnout Caps per basi in titanio PARALLELE HEX K85
 |
 |
 |
 |
 |
||||
Diametro: Ø 3.75 Codice articolo: BCAB3750K85 Prossimamente
|
Diametro: Ø 4.00 Codice articolo: BCAB4000K85 |
Diametro: Ø 4.25 Codice articolo: BCAB4250K85 |
Diametro: Ø 4.50 Codice articolo: BCAB4500K85 |
Diametro: Ø 4.75 Codice articolo: BCAB4750K85 |
 |
 |
 |
 |
 |
||||
Diametro: Ø 5.00 Codice articolo: BCAB5000K85 |
Diametro: Ø 5.25 Codice articolo: BCAB5250K85 |
Diametro: Ø 5.50 Codice articolo: BCAB5500K85 Prossimamente
|
Diametro: Ø 5.75 Codice articolo: BCAB5750K85 |
Diametro: Ø 6.00 Codice articolo: BCAB6000K85 |
 |
 |
 |
 |
 |
||||
Diametro: Ø 6.25 Codice articolo: BCAB6250K85 |
Diametro: Ø 6.50 Codice articolo: BCAB6500K85 Prossimamente
|
Diametro: Ø 6.75 Codice articolo: BCAB6750K85 Prossimamente
|
Diametro: Ø 7.00 Codice articolo: BCAB7000K85 Prossimamente
|
Diametro: Ø 7.25 Codice articolo: BCAB7250K85 |
Burnout Caps per Zirkonzahn Multi Unit Abutment
 |
 |
|
|
|
||||
Zirkonzahn MUA Codice articolo: BCAH9231 |
Burnout Caps – Step by Step
 |
Adattare la Burnout Cape Base alla lunghezza della base in titanio (vedere istruzioni). | |
 |
Fissare la base in titanio all'analogo da laboratorio. | |
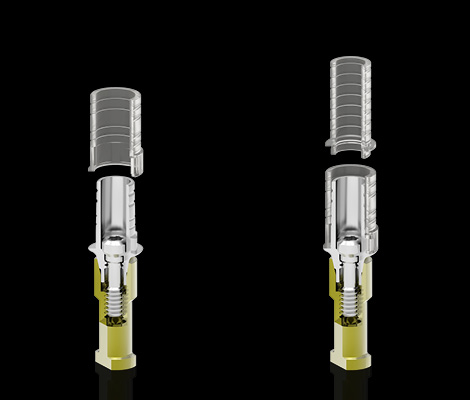 |
Posizionare la Burnout Cap Base sulla base in titanio. Inserire dall'alto la Burnout Cap Extension nella Burnout Cap Base. | |
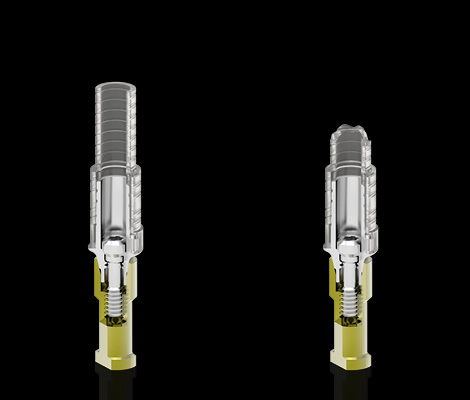 |
Accorciare la Burnout Cap Extension secondo la lunghezza specifica dell'antagonista. | |
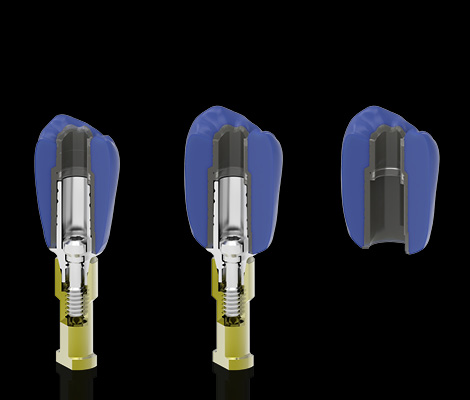 |
Modellare la ricostruzione attorno al Burnout Cap con la cera. Rimuovere il modello finale in cera insieme al Burnout Cap dalla base in titanio. | |
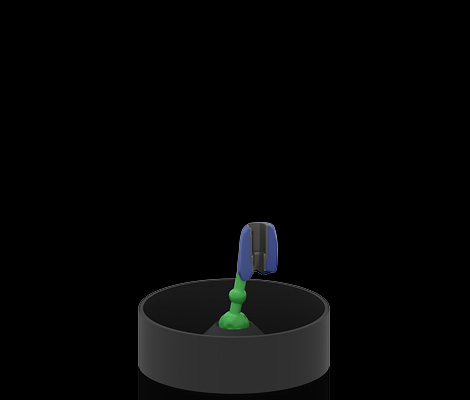 |
Prevedere la ricostruzione con un canale di colata (preferibilmente con riserva) e fissarla al supporto. | |
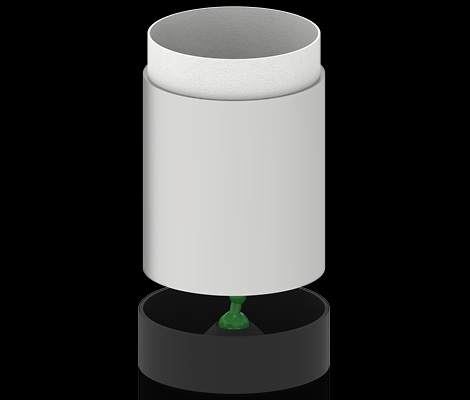 |
Posizionare il cilindro (se necessario con liner) sopra il modello in cera. | |
 |
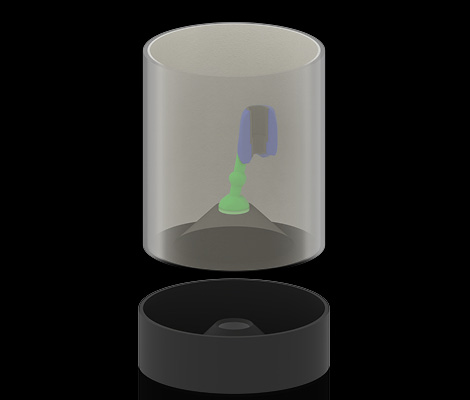
Riempire il cilindro con materiale da rivestimento e lasciare indurire (seguire le istruzioni del rispettivo produttore). Attenzione: evitare vuoti d'aria! |
|
 |
Rimuovere il supporto e, se necessario, il rivestimento esterno prima di procedere con il processo di calcinazione. Riscaldare il cilindro finché il processo di calcinazione del modello non è concluso (osservare i parametri di riscaldamento nelle istruzioni del produttore del materiale da rivestimento e del metallo da utilizzare). |
|
 |
Dopo aver raggiunto la temperatura di preriscaldamento, riempire la cavità con il metallo (seguire le istruzioni del relativo produttore). In alternativa, è possibile usare anche la ceramica pressata (per la lavorazione, osservare le istruzioni del produttore). |
|
 |
Rimuovere il materiale da rivestimento dalla ricostruzione e tagliare il canale di colata con un disco separatore. | |
 |
Rifinire la ricostruzione con vari strumenti (es. frese in tungsteno, lucidatori in gomma) e, se necessario, stratificare con ceramica. Dopo la rifinitura, la base in titanio è cementata alla ricostruzione. |


