Burnout Cap
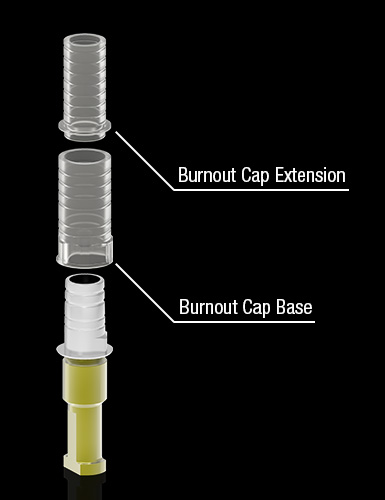 |
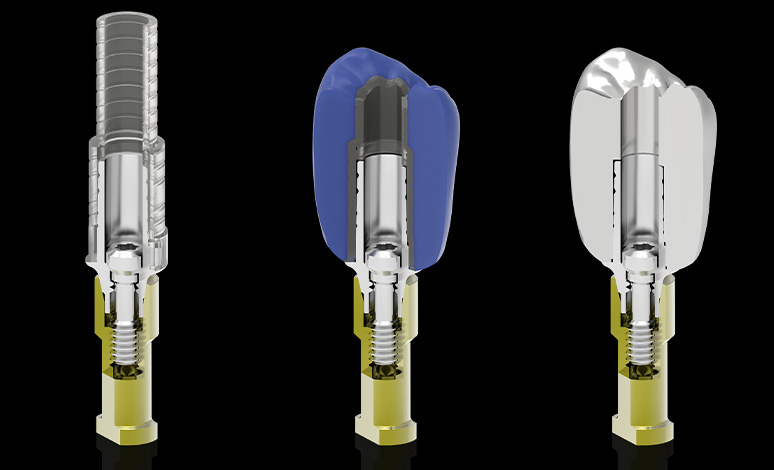
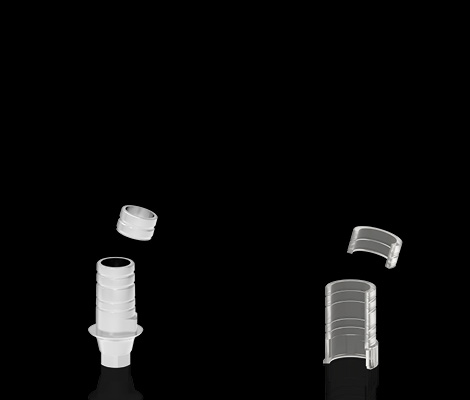
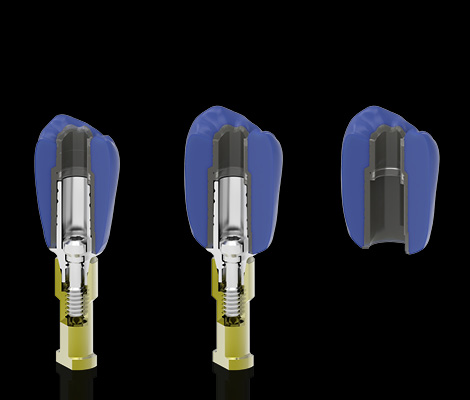
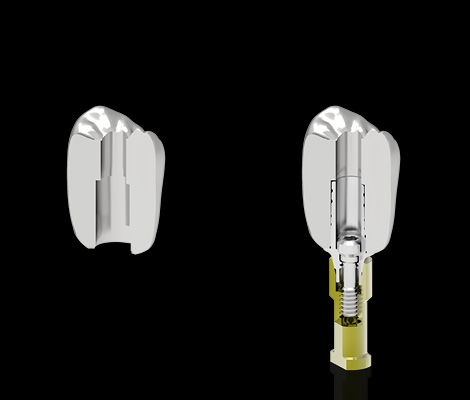
Die Burnout Caps sind ausbrennbare Kunststoffhülsen zur Modellation von Rekonstruktionen mit bereits eingearbeitetem Schraubenkanal. Sie eignen sich besonders für Labore, die nicht CAD/CAM-gestützt arbeiten, ihre Restaurationen jedoch trotzdem mit höchster Präzision fertigen möchten. Das Modellieren der Rekonstruktion mit Wachs auf der Kunststoffhülse garantiert eine perfekte Passung zwischen der Prothetik und der Titanbasis nach dem Ausbrennen und dem anschließenden Gießen oder Pressen. Die Burnout Caps können auf Titanbasen K85 sowie auf Zirkonzahn Multi Unit Abutments NON HEX und Zirkonzahn Multi Unit Abutments 17° angewendet werden. Da die Titanbasen K85 individuell auf die Länge der Restauration gekürzt werden können, sind diese Burnout Caps zweiteilig gestaltet und bestehen aus einer Burnout Cap Base und einer Burnout Cap Extension. |




 |
Übersicht über Kompatibilität der Titanbasen K85 / Zirkonzahn Multi Unit Abutments NON HEX mit den entsprechenden Burnout Caps |
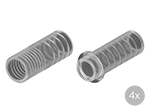
Burnout Caps für konische Titanbasen NON HEX K85
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 3.75 Artikelnummer: BCAD3750K85 Coming soon
|
Durchmesser: Ø 4.00 Artikelnummer: BCAD4000K85 |
Durchmesser: Ø 4.25 Artikelnummer: BCAD4250K85 |
Durchmesser: Ø 4.50 Artikelnummer: BCAD4500K85 Coming soon
|
Durchmesser: Ø 4.75 Artikelnummer: BCAD4750K85 |
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 5.00 Artikelnummer: BCAD5000K85 |
Durchmesser: Ø 5.25 Artikelnummer: BCAD5250K85 |
Durchmesser: Ø 5.50 Artikelnummer: BCAD5500K85 Coming soon
|
Durchmesser: Ø 5.75 Artikelnummer: BCAD5750K85 |
Durchmesser: Ø 6.00 Artikelnummer: BCAD6000K85 Coming soon
|
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 6.25 Artikelnummer: BCAD6250K85 |
Durchmesser: Ø 6.50 Artikelnummer: BCAD6500K85 Coming soon
|
Durchmesser: Ø 6.75 Artikelnummer: BCAD6750K85 Coming soon
|
Durchmesser: Ø 7.00 Artikelnummer: BCAD7000K85 Coming soon
|
Durchmesser: Ø 7.25 Artikelnummer: BCAD7250K85 |
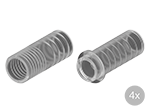
Burnout Caps für parallele Titanbasen HEX K85
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 3.75 Artikelnummer: BCAB3750K85 Coming soon
|
Durchmesser: Ø 4.00 Artikelnummer: BCAB4000K85 |
Durchmesser: Ø 4.25 Artikelnummer: BCAB4250K85 |
Durchmesser: Ø 4.50 Artikelnummer: BCAB4500K85 |
Durchmesser: Ø 4.75 Artikelnummer: BCAB4750K85 |
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 5.00 Artikelnummer: BCAB5000K85 |
Durchmesser: Ø 5.25 Artikelnummer: BCAB5250K85 |
Durchmesser: Ø 5.50 Artikelnummer: BCAB5500K85 Coming soon
|
Durchmesser: Ø 5.75 Artikelnummer: BCAB5750K85 |
Durchmesser: Ø 6.00 Artikelnummer: BCAB6000K85 |
 |
 |
 |
 |
 |
||||
Durchmesser: Ø 6.25 Artikelnummer: BCAB6250K85 |
Durchmesser: Ø 6.50 Artikelnummer: BCAB6500K85 Coming soon
|
Durchmesser: Ø 6.75 Artikelnummer: BCAB6750K85 Coming soon
|
Durchmesser: Ø 7.00 Artikelnummer: BCAB7000K85 Coming soon
|
Durchmesser: Ø 7.25 Artikelnummer: BCAB7250K85 |
Burnout Caps für Zirkonzahn Multi Unit Abutment
 |
 |
|
|
|
||||
Zirkonzahn MUA Artikelnummer: BCAH9231 |
Burnout Caps – Step by Step
 |
Burnout Cap Base an die Länge der Titanbasis anpassen (siehe Anleitung). | |
 |
Titanbasis auf Modellanalog verschrauben. | |
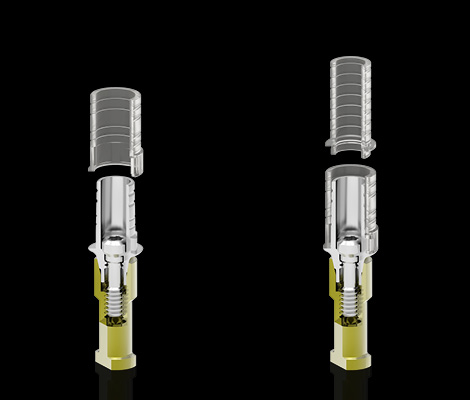 |
Burnout Cap Base auf Titanbasis platzieren. Burnout Cap Extension von oben in die Burnout Cap Base einsetzen. | |
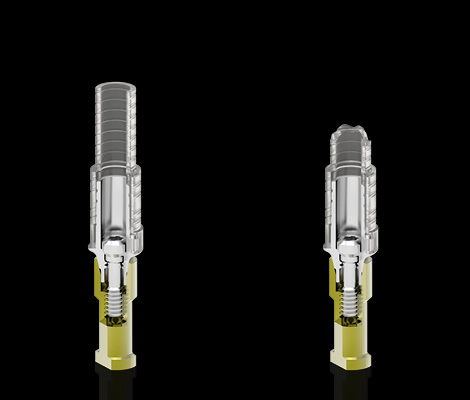 |
Burnout Cap Extension auf individuelle Länge zum Antagonisten kürzen. | |
 |
Rekonstruktion mit Wachs um Burnout Cap modellieren. Finale Modellation mit Burnout Cap von Titanbasis entfernen. | |
 |
Rekonstruktion mit Gusskanal versehen (vorzugsweise mit Reservoir) und an Gussmuldenformer befestigen. | |
 |
Muffelring (ggf. mit Vlieseinlage) über die Wachsmodellation stülpen. | |
 |
Gussmuffel mit Einbettmasse befüllen und aushärten lassen (Anleitung des jeweiligen Herstellers beachten). Achtung: Lufteinschlüsse vermeiden! |
|
 |
Gussmuldenformer und ggf. Außenring vor dem Ausbrennen entfernen. Muffel aufheizen, bis die Modellation restlos ausgebrannt ist (Heizparameter laut Herstellerangaben der Einbettmasse und dem zu verwendenden Metall beachten). |
|
 |
Nach Erreichen der Vorwärmtemperatur die Muffel mit Metall ausgießen (Herstellerangaben des jeweiligen Metalls beachten). Alternativ kann auch Presskeramik verwendet werden (Herstellerangaben zur Verarbeitung beachten). |
|
 |
Rekonstruktion von Einbettmasse befreien und Gusskanal mit einer Trennscheibe abtrennen. | |
 |
Rekonstruktion mit diversen Werkzeugen (z. B. Hartmetallfräse, Gummipolierer) weiterverarbeiten und ggf. mit Keramik verblenden. Nach der Fertigstellung wird die Titanbasis in die Rekonstruktion zementiert. |


